
三坐標測量機的測量精度和工作效率與測針的校準和選擇緊密關聯,在進行測量工作之前必須要合理的選擇測針和對測針準確的校準,因為測針的測球有自己的尺寸,而測量零件的不同位置可能是用測球的不同位置去接觸零件的,因此,測量的數據中含有測球自己的數值,而測針校準就是測量測球自己尺寸大小的過程。特別是校準不同長度和位置的測針時測球校準結果球度誤差的大小對測量結果的影響至關重要。本文主要論述了三坐標測量機測針校準的原理和校準過程中應注意的問題以及合理選擇測針的原則。
測針校準的原理
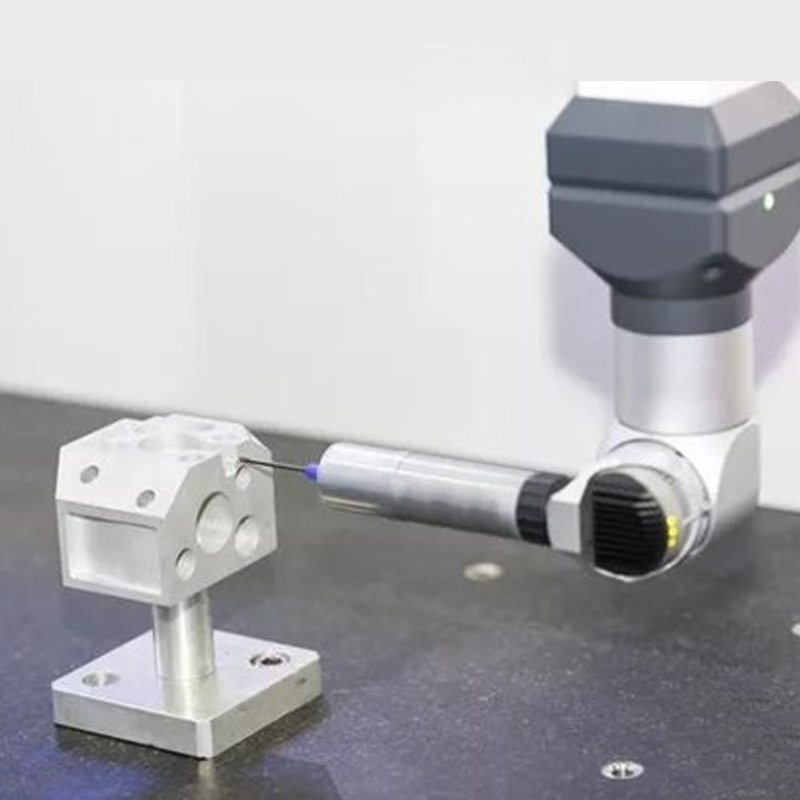
在測量采樣過程中,當測針與被測件表面觸碰時,測頭系統就會有信號顯示,作為測量的瞄準信號,進而通知計算機進行數據的采集,以得到得被測點的坐標值。此外,由于測量機通過測頭系統進行探測,得到的點位坐標值是測球中心的坐標值,為了獲得被測工件的實際尺寸,還需加上或減去測球的動態直徑值。進入測頭校準程序后,對標準球進行測量,測量方法與幾何元素測量程序中的球的測量方法一樣,當采點數量達到要求時,測量程序會自動對測量點進行計算處理,將處理后的測頭校準結果,自動返回到測頭校準對話框界面中。在按下回車按鍵后,校準后的測頭數據將作為修正值用于后續的應用數據處理中。基準后的測頭數據包括測頭半徑及球度誤差還有測球中心相對于零號測頭中心的坐標值。

校準測針時,需注意的問題
(1)測前準備。根據工件的測量范圍以及需要測量的方向和位置,首先確定所需用的測針組合,包括測針的直徑、數量、方向和是否加裝接長桿,盡量不在測量過程中更換測針。
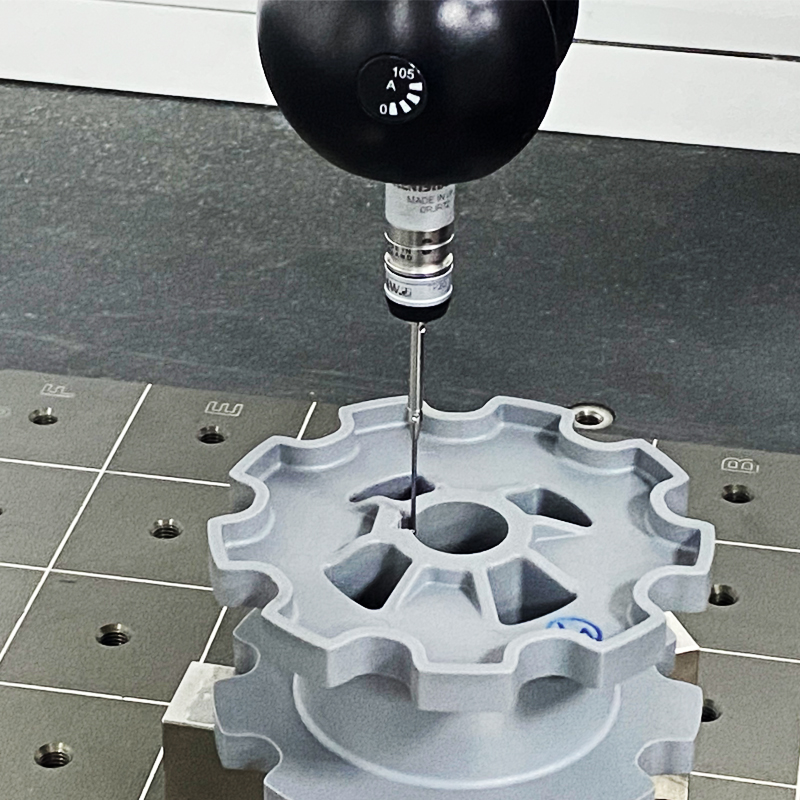
(2)檢測校準。測針校準時,應使所選測針在標準球的軸向較大直徑處分別接觸測量,以提高測針校準的準確度。注意觀察校準后測針的直徑和校準時的形狀誤差,如果有較大變化,就需要查找原因。需要進行6次以上的校準,觀察其校準結果的重復性數據,以統計原理求出標準偏差進行分析。
(3)重復校準。單個測針位置校準,需要觀察測針直徑和球度誤差,三坐標測針直徑應與平時校準相近且重復性好,球度誤差也小,多個測頭位置校準時,除要觀察以上結果外,還要用校準后的各個位置的測針測量標準球,觀察球心坐標值的變化,數值應與示值誤差或探測誤差相近。如果變化范圍在(1~3)μm之間,就算正常。否則,就要重新檢查測頭、測座、接長桿、標準球的安裝是否穩固、可靠。
(4)測針更換。因為測針長度是測頭自動校準的重要參數,如果自動更換校準錯誤,就會造成測針的非正常碰撞,輕者碰壞測針,重則造成測頭(傳感器)損壞。測針更換過程中如果測頭艙盒偏離原來位置,可以初始化測針架坐標系再重新建立,如果測頭太重,失去平衡,可以在測頭的相反方向嘗試加配重塊來解決。
(5)標準球直徑。標準球具有極好的圓度誤差,校準過程中以該直徑值作為標準。一定要正確輸入標準球的理論直徑。根據前面測針校準的原理可以看出標準球理論直徑數值將直接影響測針校準的球度誤差,必須使軟件得到三坐標測量機測球的“等效直徑”,自動進行測球半徑的補償。
如何合理選擇測針
在使用過程中影響測量結果的因素除了環境因素和三坐標測量機自身的計量特性外,還與測針的選擇有著密切的關系。我們要選擇測針的大小和類型,其實就是在選擇測針的較大剛度還有測球的球度。測桿材料的選擇也很重要,測桿必須設計具有較大的剛性,這樣即使測量時測桿彎曲至較低也不會被折斷。還要兼顧選擇盡可能短的測針,測桿越長精度就越低,應當減少測針組合的件數,測球的直徑也要盡可能選大一點,這樣不但可以增大測球和測針桿之間的距離,還可以減少測針桿的碰撞;當組合測針時,還要考慮測頭的生產廠家所規定的測針長度和測針重量的較大允許范圍。
(1)測球的選擇。優先選擇球徑較大的測針,測球直徑大就會減小被測表面紋路粗糙對精度造成的影響,測球直徑越大,圓度就越好,測桿就越粗,測力變形也就越小,其曲面半徑就大一些,接觸變形就會更小,球徑與測針桿之差也就越大,在測量工件時碰到測桿的機率就比小球徑的測針要小得多。
(2)測桿的選擇。測量精度隨著測桿長度的增加而降低因此要盡量選擇具有較大剛度、盡可能短而粗的測桿才是正確的做法。雖然測桿并不會直接引起特定的誤差,但測桿長度會將誤差放大。測桿的撓性也會放大預行程的變化。陶瓷測桿通常可用于既需要性好,又要求重量輕的測量任務。同樣,碳纖維通常也可用于制造很長的測桿。
(3)連接點的選擇。由于測針與加長桿連接在一起時會引入了微觀彎曲和變形點,因此在配置測針時應該盡量減少連接點,盡可能減少接長桿的連接數目以減小累積誤差。
(4)測量孔徑時的選擇。對于10mm以上的孔徑,要是孔不長,用φ2、φ3,φ4mm的測針都是一樣的,要是孔很長且要打全的話,那就要首選4mm的測針了,這樣測就不容易碰桿。另外,測量平面度時為減少表面微觀不平度的影響,也要優先選擇大球徑測針。
(5)測頭的校正。測頭校正是保證測量精度的基礎,在測頭校正過程中引起誤差的主要因素有:測桿的彎曲變形,測頭校正時觸測點位置,測力,觸測速度和探測距離等,測力越小精度越低,應選用一定的測力和測速進行校正,同時選用合適的探測距離,以保證校正精度。


